-2.jpg)
-1.jpg)
-1.jpg)
-1.jpg)
-1.jpg)

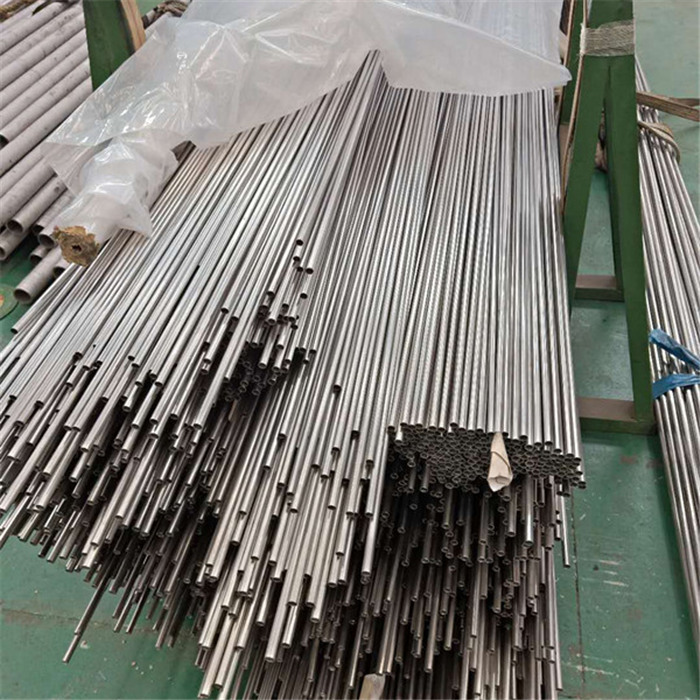
Overview
Since the carbon content of 904L is very low (Max. 0.020%), there will be no carbide precipitation during normal heat treatment and welding. This eliminates the risk of intergranular corrosion that normally occurs after heat treatment and welding.
Due to the high chromium, nickel, molybdenum content and the addition of copper, 904L can be passivated even in reducing environments, such as sulfuric acid and formic acid.
The high nickel content makes it have a low corrosion rate in the active state. In the concentration range of 0 to 98% pure sulfuric acid, 904L can be used at temperatures up to 40 degrees Celsius. Its corrosion resistance is very good in pure phosphoric acid in the concentration range of 0~85%.
In industrial phosphoric acid produced by wet process, impurity has a strong effect on corrosion resistance. Of all the phosphoric acids, 904L has superior corrosion resistance to ordinary stainless steel. In highly oxidizing nitric acid, 904L has poor corrosion resistance compared to highly alloyed steels without molybdenum.
In hydrochloric acid, the use of 904L is limited to lower concentrations of 1-2%.
The corrosion resistance of 904L is better than that of conventional stainless steel. 904L steel has high resistance to pitting corrosion.
It also has excellent crevice corrosion resistance in chloride solutions. The high nickel content of 904L reduces the corrosion rate in pits and crevices. Ordinary austenitic stainless steels may be sensitive to stress corrosion at temperatures above 60 ° C in a chloride-rich environment, and this sensitivity can be reduced by increasing the nickel content of the stainless steels.
Due to its high nickel content, 904L is highly resistant to stress corrosion cracking in chloride solutions, concentrated hydroxide solutions and hydrogen sulphide-rich environments.
Mechanical Properties Typical Values at 68°F (20°C) (minimum values, unless specified)
| Yield Strength 0.2% Offset |
Ultimate Tensile Strength | Elongation in 2 in. |
Hardness | ||
| psi (min.) | (MPa) | psi (min.) | (MPa) | % (min.) | (max.) |
| 31,000 | 220 | 71,000 | 490 | 36 | 70-90 Rockwell B |
Equivalent Material
| Grade | European EN | China GB | Japanese JIS |
| 904L | 1.4539 | 00Cr20Ni25Mo4.5Cu | SUS904L |


Fabrication Data
Alloy 904L can be easily welded and processed by standard shop fabrication practices.
904L is quite ductile and forms easily. The addition of molybdenum and nitrogen implies more powerful processing equipment may be necessary when compared with the standard 304/304L grades.
Working temperatures of 1562 – 2102°F (850 –1150°C) are recommended for hot working processes. Normally hot working should be followed by a solution anneal and quench, but for 904L, if hot forming is discontinued at a temperature above 2012°F (1100°C) and the material is quenched directly thereafter, the material may be used without subsequent heat treatment. It is important that the entire workpiece be quenched from temperatures above 2012°F (1100°C). In the event of partial heating or cooling below 2012°F (1100°C), or if the cooling has been too slow, hot working should always be followed by a solution anneal and quenching. 904L should be solution annealed at 1940 – 2084°F (1060 –1140°C).
The cold work hardening rate of Alloy 904L makes it less machinable than 410 and 304 stainless steels.
Alloy 904L can be readily welded by most standard processes. Austenitic plate materials have a homogeneous austenitic structure with an even distribution of alloying elements. Solidification after welding causes the redistribution of certain elements such as molybdenum, chromium and nickel. These segregations remain in the cast structure of the weld and can impair the corrosion resistance in certain environments. Segregation is less evident in 904L, and this material is normally welded using a filler metal of the same composition as the base metal and can even be welded without filler metal.
The welding consumables for 904L are 20 25 CuL covered electrode and 20 25 CuL wire.